A frequently asked question is whether Vitrolite® results in an increased abrasion rate in the highstress/high-shear-rate barrel and screw regions of injection and extrusion molding equipment. To date, we have not received a single comment from molders that Vitrolite® has resulted in detectable wear or abrasion. The most conclusive evidence is from nearly one-year of injection molding with Vitrolite®. Precise measurements of screw and barrel dimensions clearly demonstrate that the low concentration of fine Vitrolite® particles in polymer formulations results in no detectable abrasion or wear. These results are consistent with laboratory and theoretical considerations which indicate that a low concentration of small Vitrolite® particles in a polymer will not result in accelerated wear.
Injection Molding Results
A Tier 1 automotive injection molder started using a new injection molding press in 1996 and determined screw and barrel dimensions at 1-2 year intervals. From 1996 until the end of 2001, the 800-ton press equipped with a Westland 100-ounce screw was used to make articles with both PP and ABS. Beginning in 2002, both polymers were molded with a standard concentration of 0.5 weight percent Vitrolite®. The press operates 6 days a week/24 hours per day and has made about 350,000 articles with Vitrolite®. Dimensions were last measured in November 2002.
As shown in Figures 1 and 2, the screw diameter and the difference between the screw and barrel diameters are not detectably different after molding 350,000 articles with a Vitrolite®-polymer formulation. The overwhelming conclusion, applicable equally to injection and extrusion molding, is that Vitrolite® does not abrade the screw or barrel.


Theoretical Considerations
When a solid is added to a polymer, at least four factors can contribute to abrasion of machine surfaces. In considering physical characteristics and recommended dosage of Vitrolite®, none of these four factors will materially contribute to machine wear.
Hardness of Particles: The Mohs hardness scale, a relative scale from 1-10 (talc-diamond), ranks solids on the basis of their ability to scratch a material with lower hardness than itself. That is, calcite (calcium carbonate) with a hardness of 3 will scratch gypsum (hydrous calcium sulfate) with a hardness of 2. The inverse is not true in that gypsum will not scratch calcite.
Vitrolite® is an amorphous aluminosilicate that has a hardness of 5-5.5. As such, Vitrolite® is softer than commonly used pigments such as titanium dioxide (hardness = 6.5) and softer than hard chrome plating (hardness 6.5-7). Based on the hardness of Vitrolite® relative to hard chrome plating used for screw and barrel surfaces, Vitrolite® will not cause abrasion of the chrome surfaces. Furthermore, Vitrolite® is encapsulated in polymer molecules that add a protective layer between the solid particles and machine surfaces.
Concentration of Solid Particles: Few detailed studies have examined the abrasion rate of particles less than 100 microns in diameter, primarily because the abrasion rate of typical machine surfaces with hard chrome plating is too slow to be measured in a reasonable time interval.
In one study (Mobley et al., 2002, Journal of Vinyl and Additive Technology, v. 8, no. 4), a phosphorous-bronze screen was placed in an extruder. A relatively soft bronze screen was selected because the loss in screen weight due to abrasion could be measured after processing a reasonably small amount of polymer. Different amounts of calcium carbonate and titanium dioxide solids were added to the polymer formulation and the weight loss was determined after a set amount of polymer had passed through the extruder. As shown in Figure 3, the loss in screen weight was directly proportional to the amount of filler in the formulation, a result that would be anticipated.

If weight-loss lines are projected to 0.5 weight percent, the recommended concentration of Vitrolite®, the abrasion rates for calcite and titanium dioxide are very small even for the relatively soft bronze screen. Usage of Vitrolite® at the recommended 0.5 weight percent concentration should, therefore, result in very little wear to a relatively soft bronze screen and by extrapolation, virtually no accelerated abrasion of hard chrome surfaces.
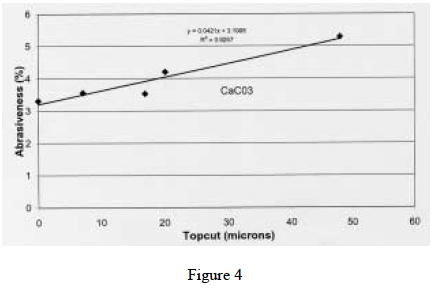
Particle Size: The abrasion rate is directly proportional to particle size. Just like sandpaper, the larger the maximum particle size, the faster abrasion of softer materials.
Mobley et al. also determined the rate of screen loss as a function of maximum particle diameter. Not surprisingly, the results as shown in Figure 4 indicate a direct proportionality between maximum particle diameter and rate of screen abrasion.
Vitrolite® is processed to assure a maximum particle diameter that does not exceed specifications. Every lot is analyzed to assure that it meets specifications before it is released for sale. Currently, these specifications call for a maximum particle diameter (equivalent spherical diameter) of 10-15 microns, depending on the intended application. By analogy to the extruder experiments conducted by Mobley et al., the small size of the Vitrolite® particles will result in negligible abrasion.
Particle Shape: Although we are not aware of scientific studies investigating the relation between particle shape and abrasion for small particles (<100 microns), the effect of particle shape on abrasion by larger (>100 microns) particles is fairly well known. Particles with a needle-like shape (e.g., glass fibers) are substantially more abrasive than particles composed of the same material but with a spherical shape. Entangled needle-like particles can be forced into and damage processing equipment surfaces. More spherical particles, even with the same composition, do not become entangled and do not result in the same amount of damage to the surface.
Processing of Vitrolite® results in particles with a sub-equant shape and an aspect ratio (W : L) of about 0.7 (Figure 5). Particles with a very low aspect ratio, such as needle-like particles, are virtually absent. Vitrolite® particles are dominantly more equant in shape. As such, Vitrolite® particles are believed to behave more like spherical particles, thus resulting in little or no abnormal abrasion of machine surfaces.

In sum, Vitrolite® will not result in abrasion or wear to the potentially most vulnerable parts—the screw and barrel—of injection- and extrusion-molding equipment. Production of over 350,000 articles in an injection molding machine did not result in detectable abrasion or wear. Comparable results are expected for extruders. An absence of detectable abrasion in a production environment is consistent with the hardness of Vitrolite® relative to machine surfaces, low Vitrolite® concentration, small maximum particle size and sub-equant Vitrolite® particle shape.