Case Study:
PVC Processing with Vitrolite®
Vitrolite® provides savings on PVC production costs by increasing efficiency in extrusion, injection molding and other thermoplastic fabrication operations. Unit production costs due to machine time and labor are reduced by improving the processing of PVC. Vitrolite® has been used with several grades of PVC, and in most processes to improve economics and throughput.
In this study:
Flexible PVC – Wire and Cable Extrusion
15.4 mm wire
0.182 inch wire
0.182 inch wire
Flexible PVC / Rigid PVC – Hose Co-Extrusion
38 mm hose
50 mm hose
Rigid PVC – Pipe Extrusion
2 inch pipe
1 and ¾ inch pipe
4 inch pipe
Rigid PVC – Profile Extrusion
L-shaped window profile
2 inch sheet
Flexible PVC Injection Molding
Toy wheel
Rigid PVC – Injection Molding
Electrical box
Electrical box
4 inch coupling
Impact on PVC Properties, Equipment and Safety
Flexible PVC Extrusion – 15.4 mm Wire and Cable Jacket – Korea
Vitrolite® was pre-compounded at 0.5% into the flexible PVC jacket compound by pre-blending in a high speed mixer and extrusion compounding in a 4.5 inch 30:1 L/D single screw extruder.
Insulation compound was separately extruded onto copper wire in a 90 mm extruder. The insulation outer diameter was 11.4 mm.
The cable was extruded on a 115 mm single screw extruder, around the insulated wire, using the jacket compound with Vitrolite®. The jacket outer diameter was 15.4 mm. The extrusion results for the jacket are given below.

The final throughput improvement of 29% (or 36 meters/min) was actually limited by the capacity of the take-up roll. Hence the trial was stopped at 29% throughput improvement.
Flexible PVC Extrusion – Wire and Cable – U.S.A.
Vitrolite® was pre-compounded into a yellow color concentrate and metered into a flexible PVC compound. The wire was a 0.118 inch nominal diameter copper wire, and the insulation & jacket material had a final outer diameter of 0.182 inch. Historically, the extruder has run at a maximum speed of 145 feet/min – if run faster, the cable finish was not smooth and material burnt inside the extruder. After addition of Vitrolite®, the extruder rate could be increased to 203 feet/min while still maintaining a smooth finish and material integrity. Extrusion results are shown below.

A second trial used Vitrolite® pre-compounded into a yellow color concentrate and metered into a flexible PVC compound. This was run on a “Davis-Standard” extruder with a 3.5 inch PVC screw with 3:1 compression zone and mixing pins. The extruder had a self-centering “vortex” die and 60 mesh screen packs. The trial was run long enough to produce 36000 feet of cable. 42% improvement in throughput was obtained.

Flexible PVC / Rigid PVC Co-Extrusion – 38 mm and 50 mm Hose – Australia
A leading producer of vacuum hoses sampled Vitrolite® in two of their products – a 38 mm co-extruded hose with rigid and flexible PVC, and a 50 mm co-extruded hose with rigid and flexible PVC. 0.5% Vitrolite® was pre-compounded in the PVC feed. The hoses were made on “DAM – Ellectronica Industriale” extruders. The extrusion results are described below.

The first trial, producing the 38mm hose with Vitrolite ®, was approached conservatively because the customer was evaluating Vitrolite ® for the first time. A 25% increase in productivity was achieved. By the end of the first trial, the customer had attained sufficient familiarity and confidence in Vitrolite ® technology. Therefore, the second trial, which was conducted on the 50 mm hose, was allowed to proceed aggressively and a 54% increase in throughput was obtained.
Rigid PVC Extrusion – 2 Inch Pipe – U.S.A.
A trial was conducted on a medium-filled rigid PVC pipe extruder in the U.S. with 0.75% Vitrolite® pre-blended with the PVC feed. The extruder was a 100mm “Maplan” twin screw with a Y-type discharge at the die that produced two gray pipes, each of 2” outside diameter. The extrusion conditions and results are described in the table below.
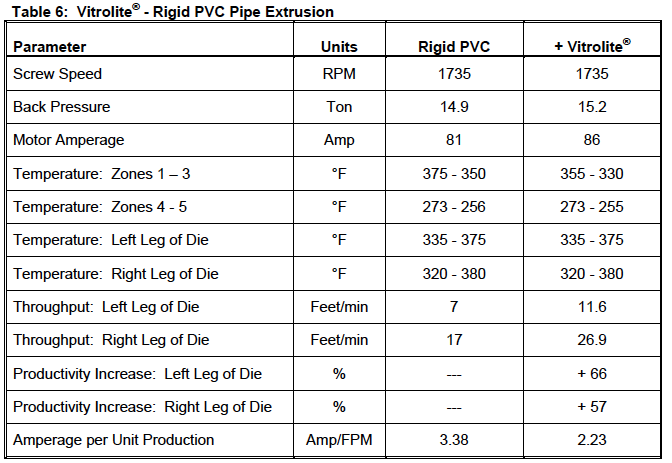
Although this customer used 0.75% Vitrolite®, we recommend using only 0.5% Vitrolite® in the system. As seen in the table, the customer significantly increased throughput in both legs of the die. At the same time, the energy consumed by the machine (amperage per unit production) was reduced with the addition of Vitrolite®.
Rigid PVC Extrusion – 1 Inch and ¾ Inch Inch Pipe – U.S.A.
Another pipe trial was run on an extruder with a Y-type discharge that made a 1-inch pipe and a ¾-inch pipe. With controlled adjustment of temperature and machine conditions, higher line speed was obtained. The parts were successfully qualified by drop impact testing.

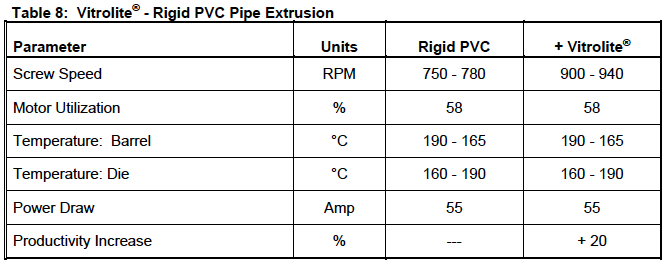
Rigid PVC Extrusion – 4 Inch Pipe – China
A vendor in China was producing 4 inch rigid PVC pipe. The aim of the trial was improve productivity and investigate power savings. Upon addition of Vitrolite®, before any changes were made, power draw dropped from 55 Amps to 49 Amps and the extruder motor utilization reduced from 58% to 52%. Throughput improvement was 20% when the RPM was adjusted to normalize to the same power draw and motor utilization. The data is given in the table below.
Rigid PVC Extrusion – Rigid PVC Profile – U.S.A.
A window profile extrusion house in the mid-western region of U.S.A. sampled Vitrolite® at 0.5% dry-blended in a rigid PVC composite formula. The extruder was a 4.5 inch “Resistance Industriali Corazzate” twin screw unit with a 24:1 screw L/D. The part was an L-shaped profile with complex features and internal web structure. The extrusion results are given below.

The maximum throughput attainable without Vitrolite® but using other standard lubricants was limited by bowing of the inner webs and by excessive shrinkage. With the addition of 0.5% Vitrolite®, the extrusion could be carried out at lower temperatures, with improved dimensional tolerance (reduced shrinkage), and reduced web bowing. Furthermore, improved throughput and power savings were realized.
Rigid PVC Extrusion – Lab Scale Wood Composite Profile – U.S.A.
A lab-scale “Haake-Brabender” extruder with 0.75 inch counter rotating conical screws was used to process 40% wood filled PVC composite. A standard lubricant package of stearates and waxes at a total level of 1.4% was used in the baseline material. The Vitrolite® modified grade used the same standard lubricant package with Vitrolite® added at 0.5%. The samples were dry-blended with a high intensity mixer prior to extrusion. The profile was a 2 inch wide x 0.125 inch thick sheet that was air-cooled.

The baseline material was maximized at 21.1 gm/min of throughput. Beyond that, edge fracture and bulging (due to entrapped air) of the extrudate would occur, along with bridging at the feed throat. Upon addition of Vitrolite®, the throughput could be further increased up to 31.1 gm/min without any edge fracture or bulging.
Flexible PVC Injection Molding – Toy Wheel – U.S.A.
A black colored flexible PVC toy wheel was being injection molded on a 185 ton press using a 16-cavity mold. Vitrolite® was added as a 25-75 concentrate and blended into the black PVC grade. The molding conditions and results are described in the table below.

Rigid PVC Injection Molding – Electrical Box – U.S.A.
The cycle time of a blue colored electrical box made of rigid PVC was optimized with Vitrolite®. The 4-cavity tool had a 3-platen mold, and the part was gated with pin gates. These factors determined the optimum cycle time for the product. The lowest cycle time the product ran was 68.9 seconds – any adjustments beyond that resulted in excessive splay around the gate area and part ejection problems. Vitrolite® was used in a 25-75 PVC concentrate and blended in. Adjustments were made and the cycle time was reduced to 58.2 seconds without splay and ejection issues. At the end of the trial, virgin material (without Vitrolite®) was re-introduced into the machine at the same optimized cycle, and only short shots ensued. This clearly demonstrated the cycle time reduction and flow improvement obtained with Vitrolite®. The molding conditions and results are described in the table below.

A second trial was conducted on a different electrical box. Vitrolite® was pre-compounded in the PVC grade at 0.5%. Adjustments were made and the cycle time was reduced from 33.3 seconds to 29.9 seconds. This was because the part could be filled at lower nozzle and hot runner temperatures, cooling time could be reduced and the part ejected with fewer ejection strokes. The molding conditions and results are described in the table below.

In this particular case, the machine was already at the maximum of its capability – cooling time was very close to recovery time (the screw was not sped up further to avoid shear heating). Even then, 11% increase in productivity was obtained.
Rigid PVC Injection Molding – 4 Inch Coupling – U.S.A.
The cycle time of a gray electrical coupling unit made of rigid PVC was optimized with Vitrolite® on a 6-cavity tool. The fastest cycle time without Vitrolite® the product ran was 126 seconds – adjustments beyond that resulted in part ejection problems and short shots. Vitrolite® was pre-compounded in the PVC grade at 0.5%. The Vitrolite® cycle time was reduced to 103 seconds without fill and ejection issues. Molding conditions and results are described in the table below.

Impact on PVC Properties
Vitrolite® is an inert, non-toxic performance product that improves the processing characteristics of all polymers. Vitrolite® does not affect the melt or crystallization temperature or crystallization rate of plastics. Since it is only added at 0.5% by weight in the system, there is no significant change due to the presence of Vitrolite®. Due to processing improvements possible with Vitrolite®, and due to the ability to process at lower temperatures with Vitrolite®, the end product may have better appearance characteristics and properties.
In the wire and cable industry, flame retardant PVC jackets are more consistent in dimensions after processing with Vitrolite®. Variation in a 0.0625 mm jacket was reduced from +/- 0.012 mm to +/- 0.004 mm (or 67% reduction in variability). The Ovality Index (measurement of shape tolerance) also reduced from 0.00019 to 0.00005 (75% improvement).
Vitrolite® being inert and non-flammable, and added at only 0.5%, does not affect flame retardant ratings of the PVC compound. All relevant testing done by customers to qualify parts containing Vitrolite® show that there is no change in test performance with the addition of Vitrolite®.
Testing includes:
Vertical Burn: UL94 – V0
Tray Cable: UL 1581
Plenum Burn: UL 910
UL Riser: UL 2024
Typical mechanical testing of flexible and rigid PVC grades (tensile properties, flexural properties and impact properties) show that there is virtually no change with the addition of Vitrolite®. The table below illustrates test data on a rigid PVC grade.

Is Vitrolite® safe for machines?
- Vitrolite® is safe for all molding and compounding machines
- The Mohs hardness of Vitrolite® is substantially less than that of machine surfaces
- The Mohs hardness is also less than that of titanium dioxide, the commonly used white pigment
- The particle size of Vitrolite® is small
- Particle shape is equant (rounded), not needle or flake shaped
Is Vitrolite® safe? Is it USDA compliant?
Vitrolite® is 100% natural, inert, and non-toxic. It is produced from natural amorphous aluminosilicate deposits and is geologically similar to substances found in tooth polish, food processing applications, personal hygiene products, household cleansers, and cosmetics. Vitrolite® is compliant with U.S. Food and Drug Administration regulations. The constituent ingredients of Vitrolite ® are classified GRAS (Generally Recognized as Safe) under 21 CFR Part 182, Subpart C, for use as food additives. 21 CFR 174.5(d)(1) permits GRAS substances used as food additives to be used as additives in materials contacting food.
Earth Glass has technical staff that will assist in establishing optimal production parameters and in training users to take advantage of the multiple benefits of Vitrolite®.
NOTICE – This advice and assistance is presented in good faith but no warranty, expressed or implied, is given nor is freedom from any patent or intellectual property owned by Earth Glass or by other to be inferred. Earth Glass assumes no obligation or liability and disclaims any and all warranties with respect to the advice and assistance provided.