Vitrolite ® reduces polymer viscosity in the low to mid-shear regions of the extrusion process, and increases viscosity in high shear regions. This viscosity modification provides increased flow in the low to mid-shear regions, and avoids “slip” in high shear regions, thereby increasing throughput in extrusion processes. Vitrolite ® is used to enhance throughput and increase savings in extrusion processes such as film, pipe, profile, and sheet production methods. After adding Vitrolite ®, adjustments are made to the process by changing barrel and die temperature profiles, screw (RPM) speeds, feed rates and rates of downstream process equipment for example, gear pumps, pelletizers, take-up rolls, etc.


throughput can be achieved by increasing feed rates using the same or higher screw RPM. Some sheet extrusion systems have gear pumps before the die. These gear-pumps have feed-back loops to the extruder to regulate sheet thickness by controlling head pressure and hence any adjustments to feed rate will have to be complemented by adjustments to the gear pump. Addition of Vitrolite ® does not usually affect the die-swell characteristics of the polymer at the process temperature, and sheet production should be smooth without swelling or drooling at the die. Addition of Vitrolite ® has been shown to improve thermoforming characteristics of the plastic by allowing forming to be conducted at lower sheet temperatures, and by improving the ability of the hot plastic sheet to conform to the mold. With lower sheet temperatures, the heating time decreases, reducing cycle time and increasing productivity. At the same time, the thermoforming process window of the material also widens. One thermoforming processor using high impact polystyrene was able to increase productivity from 49 to 60 parts per hour and reduce rejects from 15% to 5%, with Vitrolite ®. Hence, if there are thermoforming processes downstream to sheet extrusion, Vitrolite ® usage could provide benefits to both processes.
PVC pipe extrusion processes have very narrow process windows due to the inherent temperature sensitivity of PVC. Similar narrow operating ranges are also seen in extruding plastic lumber. Addition of Vitrolite ® allows the reduction of process temperature, thereby widening the process window. Increase in throughput is managed by adjustments to feed rates and screw RPM. In PVC pipe and hose extrusions, the addition of Vitrolite ® has not only increased extrusion speeds and throughputs, but also reduced the power consumption per unit length of pipe. One PVC pipe processor saw a 20°F reduction in process temperature and an increase in pipe output by 60%. At the same time, amperage per unit of pipe production reduced by 34%. Another leading processor of vacuum hoses saw a 54% increase in throughput of a 50mm co-extruded hose made out of rigid and flexible PVC. In both cases usage of Vitrolite ® allowed reduction in process temperatures by 5 to 20°F.
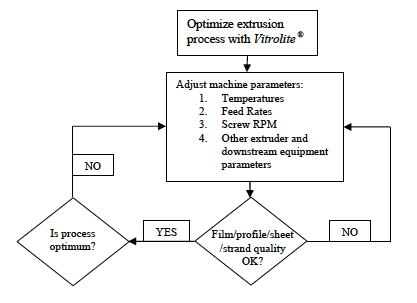
A simplified schematic for optimizing extrusion processes using Vitrolite ® is shown below.
Vitrolite ® improves extruder throughputs, reduces energy usage and enhances productivity in extrusion processes.